|
 Denna svetsmetod har ännu inte kommit fram från laboratorierna. Det studeras av forskargrupper både här och utomlands. Som utländska tidskrifter skriver ger de erhållna resultaten anledning att förvänta sig mycket av användningen av explosiv svetsning. Denna svetsmetod har ännu inte kommit fram från laboratorierna. Det studeras av forskargrupper både här och utomlands. Som utländska tidskrifter skriver ger de erhållna resultaten anledning att förvänta sig mycket av användningen av explosiv svetsning.
Denna metod är baserad på det enkla faktum att två metallstycken, omedelbart komprimerade av en enorm kraft, är ordentligt anslutna - så att du senare inte kan riva sönder dem. Explosiv svetsning fungerar bäst i vakuum. I detta fall behöver inte explosionen övervinna buffertluftspalten mellan delarna som ska svetsas.
När du svetsar en struktur vid framtida orbital- och interplanetära stationer eller metallstrukturer på månen behöver luft inte tas bort - den finns inte där. Men under markförhållanden måste delarna placeras i en vakuumkammare. Detta har också den extra fördelen att kammarväggarna skyddar svetsaren och att bullret från explosionen inte är högre än ljudet från slag från en pneumatisk nithammare. För att inte bygga en för stor kammare för långa delar görs den rörlig och täcker svetszonen direkt. De öppna ändarna är stängda med gummiskydd eller. förpackningsmaterial, särskilt eftersom vakuum inte behövs särskilt djupt - cirka 1 millimeter kvicksilver. Emellertid har goda sömmar redan erhållits utan vakuum, utomhus.
Du måste svetsa två platta metallplåtar explosivt. I praktiken görs det så här. Det nedre arket placeras på en tung mothållsplatta för att förhindra deformationer under svetsning och tunna skumstödsposter placeras mellan arken så att vinkeln mellan ytorna som ska svetsas är 2-4 grader. Om denna vinkel inte bibehålls kanske svetsningen inte fungerar. Sprängämnena fördelas i ett jämnt lager på det övre arket och placerar en gummistycke lika tjock under den. I detta fall överförs explosionstrycket jämnare och lakan spricker inte. När det gäller städet kan du klara dig utan det. I detta fall behövs bara den andra delen av sprängämnen, som å andra sidan skulle balansera explosionstrycket.
Så förberedelserna är över. Ark, ställ, sprängämnen - allt är på sin plats. Påverkan på kapseln. Explosion! En liten bråkdel av en sekund - och detaljerna har blivit en enda helhet. Hur spårar jag, kontrollerar svetsprocessen, om den går med kosmisk hastighet? I bokstavlig mening av kosmisk mening: heta gaser går flera kilometer per sekund. Röntgenfotografering med hög hastighet hjälpte till att spionera på den mystiska mekaniken i en omedelbar explosion, att se in i en ogenomskinlig vakuumkammare.
Om vi lägger in den filmade filmen i en vanlig filmprojektor kommer vi att se att efter att stålplåtarna rörde vid kanterna, sprang en elastisk chockvåg längs deras inre yta med en hastighet på 5 tusen meter per sekund. Kontaktpunkten för lakan sprang efter vågen och, som en dragkedja, sys lagen tätt ihop. Nu är det inte svårt att förstå varför en vinkel på 2-4 grader behövdes. Om vinkeln mellan arken är mindre kommer kontaktpunkten att passera ljudet: den vågiga ytan som behövs för vidhäftning kommer inte att ha tid att bildas och arken förblir släta - de svetsar inte. Om vinkeln är för stor kommer arken att röra sig, deras form kommer att förvrängas och svetsningen misslyckas igen.
 Forskning har visat att vågighet ger en mekanisk bindning av enorm styrka. I vilket fall som helst, vid skjuvningstester misslyckas alltid basmetallen före svetsningen. Våghöjden är cirka 12 mikron. Forskning har visat att vågighet ger en mekanisk bindning av enorm styrka. I vilket fall som helst, vid skjuvningstester misslyckas alltid basmetallen före svetsningen. Våghöjden är cirka 12 mikron.
Explosiv svetsning hjälper till att avsevärt minska antalet "icke-svetsbara" kombinationer som är obehagliga för svetsare - som koppar och guld, silver och stål, stål och nickel, molybden, niob, titan.
Generellt sett har metoden för kallsvetsning av ark av olika material under tryck varit känd tidigare. Det föreslogs till exempel av de sovjetiska uppfinnarna G. Orlovsky och L. Adrianov. Denna metod krävde dock noggrann ytbehandling och skrymmande, dyra pressar. Och vid svetsning med en explosion tillhandahålls kolossala tryck - upp till 70 tusen atmosfärer! - praktiskt taget utan utrustning. Och detta är naturligtvis extremt bekvämt när det i fält är nödvändigt att laga stora tankar, dåligt rätade lakan, tunga delar av järnvägsbroar.
Samtidigt kan explosionen utföra filigran, smycken och till och med arbeta oåtkomligt för den skickligaste juveleraren.
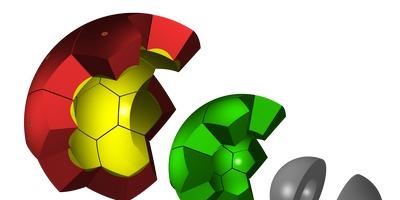
... För en elektronisk anordning behövdes en bit bestående av 1 300 hexagonala kopparceller med en väggtjocklek på 50 mikron och en hålstorlek på cirka 0,7 millimeter. Verkliga bikakor, bara mycket mer känsliga. Teknologerna kastade upp sina händer i förtvivlan: inget av de kända sätten att göra del var omöjligt.
Sedan klippte svetsarna 1300 bitar av stor aluminiumtråd, täckte dem elektrolytiskt med den tunnaste kopparfilmen och pressade hela bunten i ett tjockväggigt kopparrör. Efter att ha förpackat röret med en remsa sprängämnen, gjordes en explosion. Därefter avlägsnades aluminiumfyllningen med ett speciellt kemiskt reagens. Resultatet är exakt 1300 perfekta sexkantiga celler, svetsade försiktigt ihop. Och allt detta fantastiska arbete tog bara hundratusendels sekund!
Explosiv svetsning har just fötts. Kärnan i de underliggande fysiska processerna är ännu inte helt klar; tillförlitliga siffror och rekommendationer har ännu inte dykt upp i tekniska referensböcker. Men fördelarna med den nya tekniska processen är obestridliga, och utsikterna för uppfinningsrik tanke är mycket frestande.
N. Ivanov, A. Livanov, V. Fedchenko
|